閃光燈透鏡,業界通稱Flash Lens,學界稱為TIR-R Lens;該透鏡常見應用於手持式裝置,例如手機或平板之類的裝置,功能是透過薄形光學件,做到能增加指定範圍的照度值,同時又兼顧到均勻度的一種透鏡設計;業界常把TIR-R Lens和Fresnel Lens搞混,兩者都是把凸透鏡薄化的方式,Fresnel Lens是TIR-R的一項特例,兩者的確有共同的原理,但卻略有不同之處;TIR分成全反射區以及折射區,在折射區內的齒型通常為曲面設計,與Fresnel lens是斜邊設計略有不同。如下圖所示,就引用Jose等學者[1]的期文論文中的圖面說明,就能很清楚理解,TIR-R的光學架構理念。
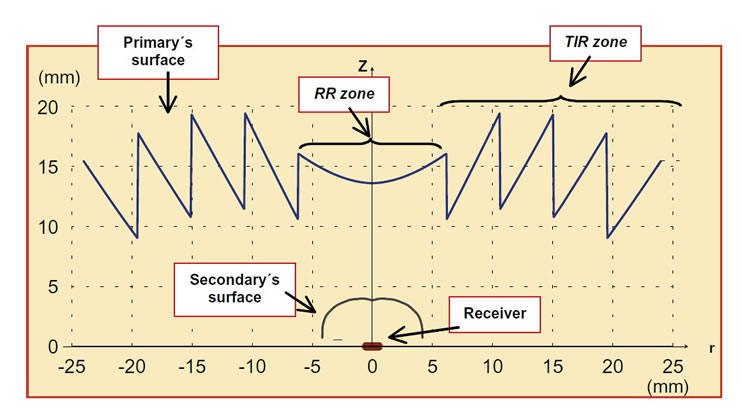 圖一 TIR-R的架構圖示[1]
圖一 TIR-R的架構圖示[1]
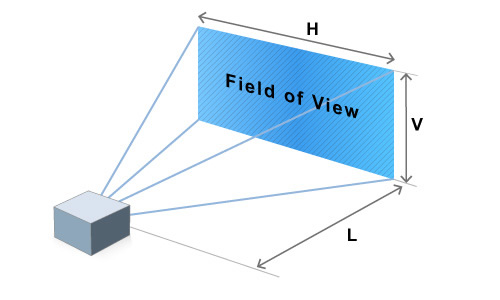
Field of View的規格:
簡稱是FOV,常見規格會有75°、 78°或80°,該FOV的圖示如圖二;FOV的由來是借用成像透鏡的定義,FOV指的是Filed of View(視野),與AOV(Angle of View)很類似,是可以一個數字來決定矩型目標面的長寬值。
 圖二 FOV的應用說明示意圖
圖二 FOV的應用說明示意圖在設計智能手機的閃光燈透鏡時,業界借用了FOV的指標概念,可以很簡單的描述出閃光燈需要照射的範圍,如圖三所示意;FOV是角度值,不隨距離而變動,所以定義好FOV 值做為業界習知的通規,那麼,不同公司的測試距離不一,也不會影響到FOV的定義。
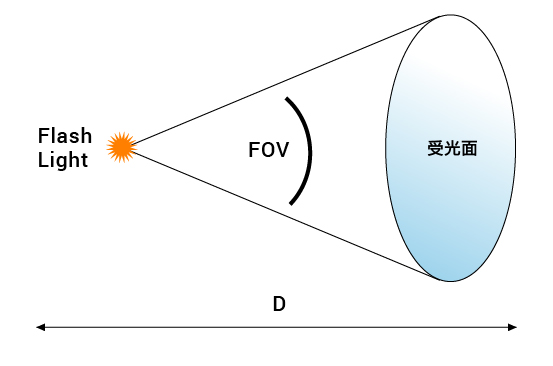 圖三 FOV的規格說明示意圖
圖三 FOV的規格說明示意圖
常見的各FOV值整理
手機閃光燈的常見量測距離是1米,按1米遠的平面照度量測各項性能指標,例如均一度和增益值(Gain value);在量測之前,一般客戶最先給定的是FOV值,以決定平面照度的範圍。業界常見
的各項FOV值,表列值如下表,表上對應的Lx和LY,各表示為相對應一米照射距離時的平面的寬度和長度值。
| 表一:常見的FOV角度對應的長寬值 | ||
| FOV | Lx | Ly |
| 55° | 833 mm | 625 mm |
| 60° | 924 mm | 693 mm |
| 65° | 1019 mm | 764 mm |
| 70° | 1120 mm | 840 mm |
| 75° | 1228 mm | 921 mm |
| 78° | 1296 mm | 972 mm |
| 80° | 1343 mm | 1007 mm |
均勻度規格:
手機用的閃光燈透鏡的照度均一性指標,常見的是各項均一性指標,表列在表二之中,以面內量測點(通常分成九點或十三點)的不同量測點的計算來分成下表做規格,均勻度分別
是對角線(diagonal)、水平(horizontal)、垂直(vertical)、0.7視角(0.7field)以及角落(corner),最常使用的是角落值,常見的值是0.3。
| 表二 常見的手機閃光燈的照度均一性指標 | ||
| Uniformity(%) | Diagonal | – |
| Horizontal | – | |
| Vertical | – | |
| 0.7Field | – | |
| corner | 中心/corner ≥30% | |
增益值規格(%):
增益值是英文Gain的中譯,該規格值的意義是,在僅有LED點亮的情況下,此時量測接受面(通常是1米遠)的中心值照度值若為1,那麼在置放閃光燈透鏡(Flash lens)后,中心亮度值若量測值為2,此時的增益值是200%。
增益值規格和前述的均勻度規格,兩者是互相衝突的,實務上,設計者是把此兩個指標當作是兩個目標值,當此兩目標值是衝突時,各別進行最適化設計(optimization design)的結果,是無法
同時滿足最適解,此時只能取得兩個目標的折衷最適解(Pareto-optimal solution)。[2]
假設閃光燈透鏡的增益值設計可以當作是f1函數來呈現,而均勻度的設計是按f2函數做呈現,各自的最適解為P1和P2,此兩最適解並無法同時滿足,必然有所折衷,而該設計的patro-optimal最適
解會落在P1到P2的紅色線上;所以,閃光燈透鏡的設計並無真的規格唯一解,僅能在均勻度和增益值之間有所取捨,通常取捨點的決定點是模具與成形的能力,而並非設計者的能力,此接續的內容會再進一步說明。
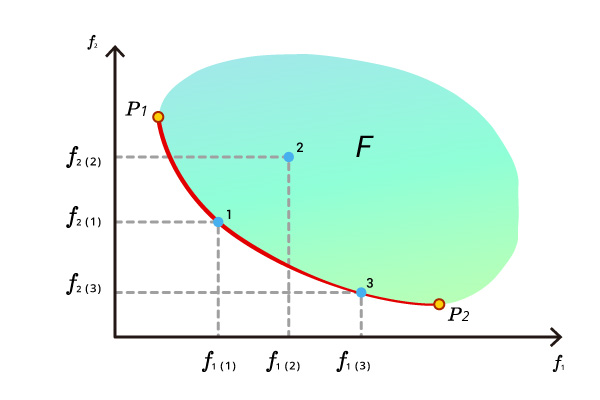 圖四 閃光燈透鏡的的Pareto-optimal解的說明示意圖
圖四 閃光燈透鏡的的Pareto-optimal解的說明示意圖[1]Jose L. Alvarez, Maikel Hernandez, Pablo Benitez, Juan C. Minano, Instituto de Energia Solar, Universidad Politecnica de Madrid. Spain, "TIR-R Concentrator: a new compact high-gain SMS design", Proc. of SPIE, Vol. 4446, p. 39.
[2]更多有關Pareto-optimal solutions的說明,可以參考維基百科的內容:自Pareto-optimal solutions
閃光燈透鏡業界流傳甚廣的一份技術文件,說明了加工和成形會明確的影響到閃光燈透鏡的效果;本文引用文件的局部資料,文件定義了閃光燈透鏡的齒尖處的半徑為tip半徑值,如圖五所示;此tip值,是決定於兩 個因素,一是超精加工的刀尖處的半徑值,二是塑件成形時的縮水影響;早於2009年,業界領導公司就已揭露了,閃光燈透鏡的tip半徑值是會直接影響到光學性能表現,該tip半徑值,也做為該公司設計閃光燈透鏡的 一項內部規格值;該作法,在業界傳開之后,后繼的模仿的相關光學公司,逐漸也把閃光燈成品的TIP半徑的值,當作該公司的技術指標能力之一。
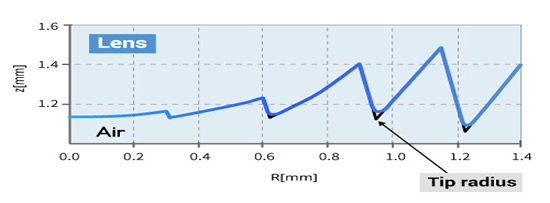 圖五 閃光燈透鏡的TIP的圖示[3]
圖五 閃光燈透鏡的TIP的圖示[3][3]資料擷取自2009年04月的業界流傳的技術文件。
圖五是Tip半徑值的變化,對閃光燈透鏡的相關光學表性的影響的曲線圖;橫坐標是tip的半徑值,圖上的紅色線是代表增益值的變化,對應的縱軸是圖右的軸;橘色線是角落均勻度值的變化,對應的縱
軸的是圖左的軸。先從紅色線來觀察,隨著閃光燈透鏡的TIP值變大而下降,這意指增益值會隨著Tip變大而變小;接著,觀察橘色線的趨勢,隨著TIP值大,該曲線是上升的,這意指當TIP值變大時,角落均一度是
變好的。
從增益值和角落均一性,隨著TIP值變大,兩個指標卻往相反的方向進行,這樣子的現象是如同前述的雙目標折衷最適解的說明是吻合的;同時,假若不理解多目標最適化的理論,設計者也可以從直觀的認知來
評價此現象是合理的,因為增益值愈大,均一性就會愈低,這兩者的目標是衝突的,在基於能量守恒的情況下,除非總能量增加了(效率增加?),不然此兩個設計值,原本就會有所折衷的,無法同兼得兩者的最適設計。
*TIP影響光學性能的趨勢是會與設計的結果有關,並非所有的設計會同上述一樣的趨勢。
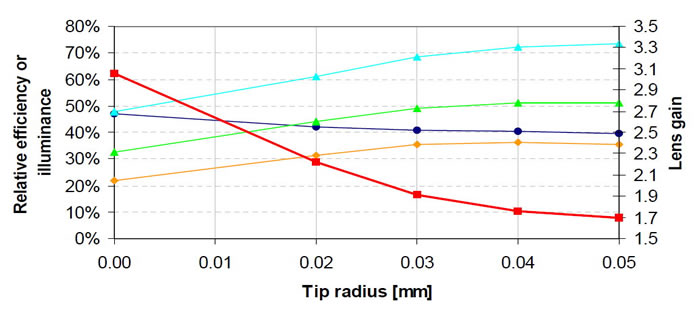 圖五 閃光燈透鏡的TIP半徑對光學效果的影響
圖五 閃光燈透鏡的TIP半徑對光學效果的影響承前述,TIP值會影響閃光燈透鏡的光學效果,以圖五的結果來推論,當前業界基本加工能力能達到0.02mm倒角值,假若某公司的加工能力是倒角0.03mm,從圖五比對得知,不佳的加工能力,會降低性能約18%;如果加工能力都在0.02mm的情況,競爭對手在成形上能保持縮水在0.005mm以內,某公司成形縮水沒有保持在0.005mm之內,從圖五的結果可觀察到,差勁的成形會降低性能指標8% 。
確保TIP值的大小,是設計和加工和成形都必須一併考量的;加工來說,當前業界大多流行金鋼石超精車床用作加工齒形,齒形的TIP值大小,取決於加工刀具的R值大小;接著是成形的縮水,成形必然有縮水,如何取得保壓和成形時間成本之間做優化考量,考驗模具和成形形的技術能力。光學設計人員要先掌握好加工、模具和成形的能力的情況下,再去設計考慮工藝極限下的光學成品,此時才能得到良好的平衝設計光學效果。
確保成品和設計是一致的效果,開發階段,通常會進行齒形的形狀以及齒尖的倒角的比對,以下圖為例,左圖是設計的flash lens的齒形,右圖比對成品齒形和設計齒形(綠色線)的差異。透過確實的成品和設計的比較
,就能確保閃光燈透鏡的性能與設計的效果一致;通常效果不一致,絕多數是成品出現非設計結果所造成的,因為閃光燈透鏡設計是遠場應用,仿真精確度非常高,按經驗來說,是超過95%的精確度效果;如果成品結果不符
設計效果,建議應該是從加工、模具和成形來檢討改善,而非設計改善。
 |
 |
| Flash lens的設計齒形 | 成品齒形和設計齒形(綠色線)的比對 |
作者:金大秦。
本內容為原創技術文件,若有轉載,請加上此文章連結,謝謝。閃光燈透鏡設計和應用。
四川省成都市龍泉驛區經濟技術開發區圓柏路53號
TEL:15198055548
FAX:+86-28-84851939